Particle morphology engineering is the advanced industrial process of manipulating the structural attributes of spray-dried granules—specifically determining whether a particle remains solid, becomes a hollow micro-balloon, or forms a wrinkled, high-surface-area matrix. This “particle fingerprint” is dictated by the precise interaction between atomization energy, feedstock rheology, and the thermodynamics of the drying chamber, allowing manufacturers to optimize critical powder characteristics such as solubility, flowability, and tap density. At SINOTHERMO, we leverage high-frequency Variable Frequency Drive (VFD) control and custom-engineered atomization systems to modulate these pathways, ensuring that industries from lithium-ion battery production to high-tech ceramics can achieve uncompromising uniformity and performance in their final products.
The transformation of a liquid droplet into a solid particle is a complex, two-stage thermodynamic event that occurs within milliseconds. The initial stage, often referred to as the constant-rate drying period, is characterized by unhindered evaporation from the droplet surface. During this phase, the droplet temperature remains at the wet-bulb temperature of the surrounding gas, and solvent molecules migrate from the core to the surface as fast as they can evaporate. The mechanical integrity of the final particle is often decided in these first moments of contact with the hot air stream.
As the drying progresses, the solute concentration at the gas-liquid interface increases, eventually reaching a point of saturation or “jamming” where a solid skin or crust begins to form. This transition marks the beginning of the falling-rate drying period. The properties of this skin are governed by the Peclet number (![]() ), a dimensionless ratio that relates the rate of evaporation to the rate of solute diffusion toward the center of the droplet. When the
), a dimensionless ratio that relates the rate of evaporation to the rate of solute diffusion toward the center of the droplet. When the ![]() is high, evaporation is significantly faster than diffusion, leading to a rapid accumulation of solids at the surface and the formation of a shell. How does the composition of the feedstock influence this structural evolution? Observation in high-capacity protein and carbohydrate mixing suggests that molecular weight and colloidal behavior play a decisive role. Proteins, behaving like “hard spheres,” tend to jam quickly into rigid shells, whereas carbohydrates like maltodextrin act as “soft spheres,” deforming under stress and creating wrinkled, multi-vacuolar morphologies. This structural flexibility or rigidity determines whether a particle will eventually inflate, collapse, or fracture as the internal moisture vaporizes.
is high, evaporation is significantly faster than diffusion, leading to a rapid accumulation of solids at the surface and the formation of a shell. How does the composition of the feedstock influence this structural evolution? Observation in high-capacity protein and carbohydrate mixing suggests that molecular weight and colloidal behavior play a decisive role. Proteins, behaving like “hard spheres,” tend to jam quickly into rigid shells, whereas carbohydrates like maltodextrin act as “soft spheres,” deforming under stress and creating wrinkled, multi-vacuolar morphologies. This structural flexibility or rigidity determines whether a particle will eventually inflate, collapse, or fracture as the internal moisture vaporizes.
| Drying Stage | Dominant Physical Mechanism | Morphological Significance |
| Constant-Rate | Surface evaporation at wet-bulb temperature | Determines the initial boundary and size of the droplet. |
| Skin Transition | Solute accumulation at the interface | Defines the “Peclet” driven shell thickness and permeability. |
| Falling-Rate | Diffusion/capillary flow through the crust | Determines internal void formation, inflation, or collapse. |
| Final Solidification | Moisture equilibration and cooling | Finalizes the particle’s mechanical strength and surface texture. |
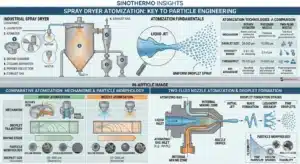
Atomization Dynamics: The Battle Between Centrifugal and Pressure Systems
The selection of the atomization mechanism is the primary variable in defining the initial droplet size distribution, which serves as the template for the final powder morphology. Industrial engineers must navigate a complex choice between rotary (centrifugal) atomizers and various pressure or two-fluid nozzles, each offering distinct advantages for different feedstock viscosities and target “spans”.
Rotary atomizers utilize high-speed spinning disks or wheels to disintegrate liquid into droplets through centrifugal force. At SINOTHERMO, the integration of VFD technology allows for the precise modulation of the spindle’s rotational frequency, often exceeding 15,000 to 20,000 RPM. This frequency control is the key to narrowing the particle size distribution (PSD) and achieving a low “span” (![]() ), calculated as:
), calculated as:

Where ![]() is the volume median diameter. High-frequency VFD control enables SINOTHERMO systems to achieve a span typically between 0.5 and 1.5, which is essential for minimizing the production of fine “dust” and ensuring uniform drying.A critical engineering insight involves the relationship between disk speed and shear force. As rotational speed increases, the liquid film on the atomizer disk becomes thinner and more unstable, eventually breaking into smaller, more uniform droplets. This is particularly advantageous for high-viscosity slurries or abrasive materials, such as those found in ceramic or battery cathode production, where nozzle orifices might erode or clog.
is the volume median diameter. High-frequency VFD control enables SINOTHERMO systems to achieve a span typically between 0.5 and 1.5, which is essential for minimizing the production of fine “dust” and ensuring uniform drying.A critical engineering insight involves the relationship between disk speed and shear force. As rotational speed increases, the liquid film on the atomizer disk becomes thinner and more unstable, eventually breaking into smaller, more uniform droplets. This is particularly advantageous for high-viscosity slurries or abrasive materials, such as those found in ceramic or battery cathode production, where nozzle orifices might erode or clog.
In scenarios where a coarser granule or a higher bulk density is required, pressure nozzles are often the preferred choice. By forcing the liquid through a precision-engineered orifice at pressures up to 300 bar, these systems produce a narrow distribution of larger droplets. Conversely, two-fluid nozzles utilize compressed air or nitrogen to atomize the feed, making them ideal for small-scale production or for producing the ultra-fine particles (![]() ) required for pharmaceutical lung delivery.The question then becomes: which system better supports morphology control? While rotary atomizers offer unmatched capacity and flexibility, pressure nozzles provide a direct trajectory into the drying air that can be leveraged to produce dense, solid spheres by controlling the interaction between droplet velocity and air turbulence.
) required for pharmaceutical lung delivery.The question then becomes: which system better supports morphology control? While rotary atomizers offer unmatched capacity and flexibility, pressure nozzles provide a direct trajectory into the drying air that can be leveraged to produce dense, solid spheres by controlling the interaction between droplet velocity and air turbulence.
The ultimate objective of particle engineering is to dictate the internal structure of the granule to meet specific application needs. This is achieved by manipulating the drying kinetics to force the droplet down one of several morphological pathways.
The Mechanism of Inflation and Hollowing
Hollow particles are formed when the skin formation is rapid and the internal vapor pressure builds quickly. In a high-temperature environment (inlet temperatures exceeding the solvent’s boiling point), the moisture at the core of the droplet turns to steam. If the shell is rigid enough to resist collapse but flexible enough to expand, the particle “puffs” like a balloon. This results in a powder with low bulk density and high specific surface area, which is highly desirable for instant beverages or rapid-dissolving industrial chemicals.
Conversely, for applications such as ceramic pressing or battery material coating, a solid, high-density spherical morphology is required. This is achieved by maintaining a balance between the surface evaporation rate and the internal moisture migration rate. If the drying rate is moderate—controlled by adjusting the inlet temperature and airflow—the droplet shrinks uniformly as it loses moisture, preventing the formation of a large central void.
| Target Morphology | Key Process Variable | Engineering Strategy |
| Hollow Sphere | High Inlet Temperature ( | Accelerates skin formation to trap internal vapor. |
| Solid Sphere | High Solid Content / Low | Promotes uniform shrinkage and high tap density. |
| Wrinkled/Collapsed | Low Peclet Number ( | Allows the shell to deform as the core shrinks. |
| Fractured Shell | Ultra-Fast Kinetics | High vapor pressure exceeds shell mechanical strength. |
Observation in high-precision ceramic production suggests that optimizing the slurry’s solid content (ideally >35%) and utilizing a medium-speed drying profile (with a temperature difference of 120-150°C between the inlet air and the slurry) is the most effective way to produce high-sphericity particles that maximize sintering density.
The manufacturing of lithium-ion battery materials represents the current frontier of spray drying technology. Both cathode precursors (such as LFP and NCM) and anode materials (silicon-graphite) require extreme precision in particle size and morphology to ensure high electrochemical performance and cycle life.
For Lithium Iron Phosphate (LFP), spray drying is preferred because it prevents the oxidation and agglomeration of nanoparticles during the transition from a liquid suspension to a dry powder. SINOTHERMO rotary atomizers, equipped with ceramic or abrasive-resistant wheels, handle the high-viscosity LFP slurries required for industrial-scale production while maintaining the secondary spherical structure necessary for efficient electrode packing.In the production of Nickel-Cobalt-Manganese (NCM) precursors, achieving a high tap density (often >2.4 g/mL ) is critical. This is done by:
- Uniform Droplet Generation: Utilizing VFD-controlled rotary atomizers to ensure a consistent droplet size.Controlled Calcination Pre-Drying: Using spray drying as a “shaping” step before final heat treatment, ensuring that the resulting oxide particles have a narrow PSD and high sphericity.
Anode materials based on silicon and graphite present a unique challenge due to their high expansion during charging. Advanced atomization technologies, such as the COMBI-NOZZLE®—a hybrid of pressure and two-fluid nozzle technology—are utilized to produce dense, ultra-uniform particles directly, minimizing the need for expensive post-processing steps like milling or classification.
| 재료 유형 | Primary Requirement | SINOTHERMO Solution |
| LFP Cathode | Abrasive resistance & high capacity | Rotary Atomizer with ceramic inserts. |
| NCM811 Cathode | High tap density (>2.4 g/mL) | VFD-controlled rotary atomization + controlled |
| Si-Graphite Anode | Narrow PSD & uniformity | COMBI-NOZZLE® hybrid technology. |
| Nanocrystal Precursors | Preservation of nanostructure | Rapid co-current spray drying. |
Spray Cooling and Prilling: The Mechanics of Solidification
While spray drying focuses on evaporation, spray cooling (also known as spray chilling or prilling) is a solvent-free process used for materials that are molten at processing temperatures but solid at ambient conditions. This is particularly relevant for waxes, lipids, and thermoplastic polymers used in the chemical and food industries.
The fundamental difference lies in the phase transition: spray drying is an endothermic process driven by heat addition, whereas spray cooling is an exothermic process driven by heat removal. Because there is no solvent to evaporate, spray-cooled particles are almost always dense, non-porous spheres. The morphology is determined entirely by the cooling rate within the tower. If the cooling is too slow, the particles may remain tacky and agglomerate; if it is too rapid, it may impact the crystallinity of the final product.SINOTHERMO prilling towers are engineered to manage this residence time precisely, allowing for the creation of free-flowing pellets or “prills” with superior handling and storage properties. This technology is indispensable for taste-masking in pharmaceuticals or for the production of stable agricultural chemicals.
Maintaining a consistent “particle fingerprint” in a 24/7 industrial environment requires a sophisticated understanding of how process deviations impact morphology.
Managing Stickiness and Wall Adhesion
One of the most common challenges in spray drying is “wall-sticking,” which occurs when particles are not sufficiently dry or when the chamber wall temperature falls below the product’s glass transition temperature (![]() ). This is often a sign of a mismatch between the inlet temperature and the feed rate.
). This is often a sign of a mismatch between the inlet temperature and the feed rate.
- Engineering Solution: If the product is moisture-sensitive or has a low
 , the inlet air temperature must be increased to ensure “instant” drying before the droplet can contact the chamber walls. Alternatively, air dehumidification systems can be integrated to maintain a low relative humidity in the outlet air, even at lower temperatures.
, the inlet air temperature must be increased to ensure “instant” drying before the droplet can contact the chamber walls. Alternatively, air dehumidification systems can be integrated to maintain a low relative humidity in the outlet air, even at lower temperatures.
The temperature differential (![]() ) serves as a real-time diagnostic for the drying process. A sudden drop in
) serves as a real-time diagnostic for the drying process. A sudden drop in ![]() often indicates a failure in the atomization system or a sudden spike in feed viscosity, leading to larger, wetter droplets that may fail to dry completely. By utilizing VFDs on both the feed pump and the atomizer, SINOTHERMO systems can automatically adjust parameters to maintain the target
often indicates a failure in the atomization system or a sudden spike in feed viscosity, leading to larger, wetter droplets that may fail to dry completely. By utilizing VFDs on both the feed pump and the atomizer, SINOTHERMO systems can automatically adjust parameters to maintain the target ![]() , ensuring morphological consistency across batches.
, ensuring morphological consistency across batches.
The future of industrial drying and mixing is shifting from empirical experimentation to model-based engineering. The ability to dictate particle morphology with surgical precision—balancing the hollow versus solid structural pathways—is what differentiates a commodity powder from a high-performance material.
At SINOTHERMO, our mission is to provide the technical solutions to these complex challenges. By integrating high-frequency VFD atomization, advanced thermodynamics, and real-time Process Analytical Technology (PAT), we empower our partners in the new energy, ceramic, and pharmaceutical sectors to engineer the “perfect” particle. Whether you are optimizing the tap density of a lithium cathode or the solubility of a precision chemical, the engineering of the “particle fingerprint” remains the ultimate key to competitive advantage in the global B2B landscape.