Spray drying works by atomizing a liquid into millions of tiny droplets and drying them in a stream of hot air, turning a solution, suspension, or emulsion into a dry powder in a matter of seconds. Because each droplet has an enormous surface area and evaporation keeps its surface cool, spray drying is both extremely fast and gentle enough for heat-sensitive materials such as milk, coffee, enzymes, and pharmaceutical actives.
That combination — instantaneous drying plus a surface temperature far below the inlet air — is why spray drying became the default conversion step for so many liquid-to-powder problems. It is also why the details matter: the same feed can yield a fine cohesive powder, a coarse free-flowing granule, or a scorched off-spec batch depending on how the atomizer, airflow, and temperatures are set. This guide walks through the four stages, explains the physics that protects sensitive products, compares airflow configurations, and shows exactly which process variables you can turn to hit a target powder specification. For a buyer-focused breakdown of machines, scale, and cost, see the companion spray dryer machine guide.
The four stages of spray drying
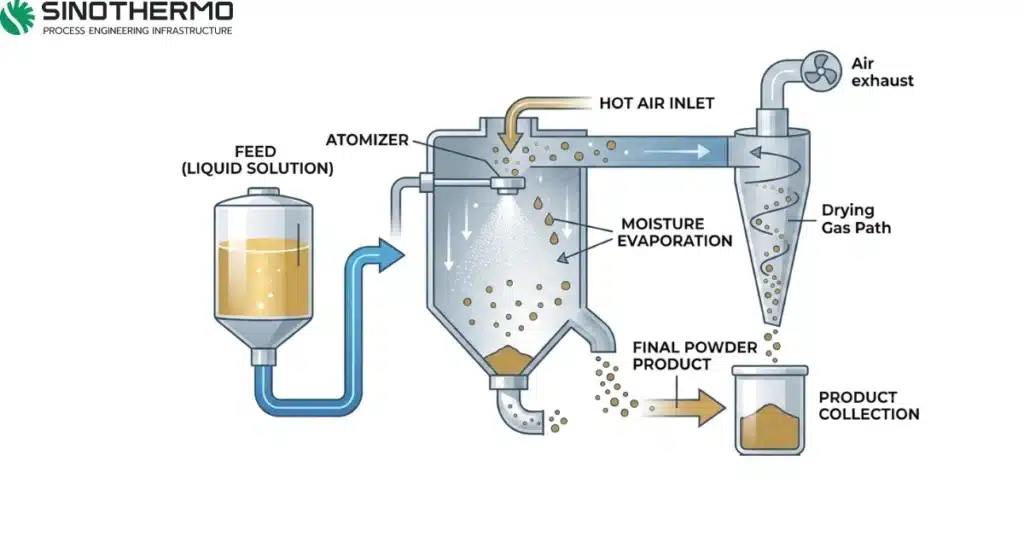
Every spray dryer, regardless of size or brand, runs the same four-stage sequence. Understanding each stage is the fastest way to answer “how does spray drying work” — and to diagnose problems when the powder is not what you expected.
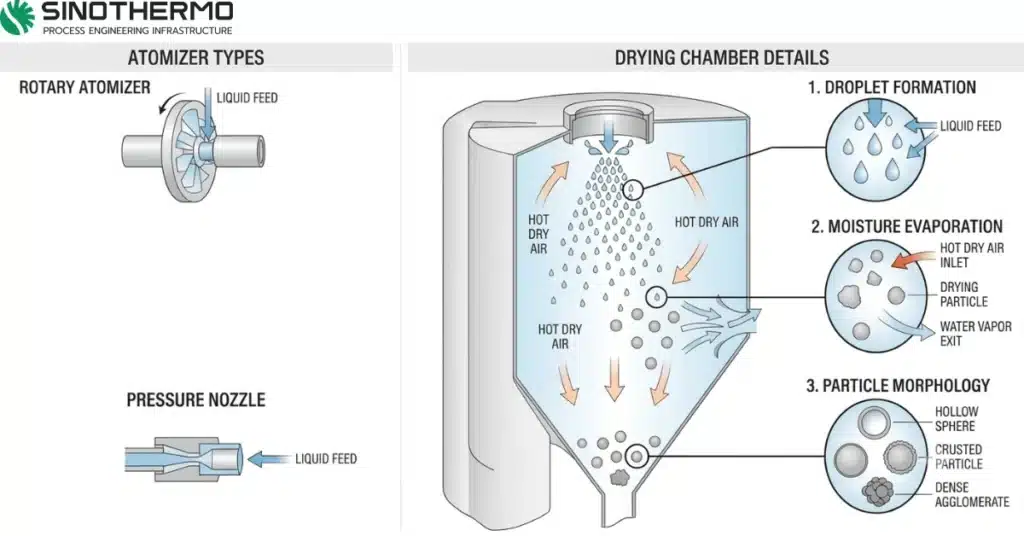
- Atomization — The liquid feed is pumped under controlled flow and broken into fine droplets using either a high-speed centrifugal (rotary) atomizer or a high-pressure nozzle. Droplet size is the single most influential variable in the whole process: smaller droplets have more surface area per unit mass, dry faster, and yield finer powder. Atomization therefore effectively sets the particle size distribution before the droplet has even entered the drying zone. A rotary disc spinning at high rpm shears the liquid into a narrow, uniform droplet band; a pressure nozzle forces feed through a small orifice to produce coarser, more free-flowing droplets.
- Droplet–air contact — The droplets immediately meet a controlled stream of hot air inside the drying chamber. Because millions of droplets are dispersed at once, their combined surface area is enormous — often equivalent to hundreds of square metres of evaporating surface in a single tower. This is what allows heat and moisture transfer to happen almost instantly. The geometry of the air disperser and the direction of the airflow (covered below) determine how evenly and how gently that contact occurs.
- Drying (evaporation) — Moisture evaporates from each droplet within seconds, sometimes fractions of a second. During this window, evaporative cooling keeps the droplet surface far below the inlet air temperature. As the surface moisture is depleted, a solid skin forms and the particle takes its final morphology — hollow spheres, dented “shrivelled raisin” shapes, or dense solids, depending on feed and drying rate.
- Separation & collection — The dry powder is separated from the now-humid exhaust air by a cyclone, a bag filter, or both in series. The powder is discharged as finished product while the spent air is exhausted or recirculated. Fines recovery here directly affects yield, so the separation train is not an afterthought — it is part of the product-quality system.
Why spray drying protects heat-sensitive materials
The most common question after “how does spray drying work” is why a stream of hot air — often 150–300 °C at the inlet — does not cook proteins, vitamins, flavours, or pharmaceutical actives. The answer is evaporative cooling. As long as a droplet still contains free moisture, the energy arriving from the hot air is consumed by evaporating that water rather than heating the solids. The droplet surface behaves like a wet-bulb thermometer and stays tens of degrees below the surrounding air.
Two factors reinforce this protection. First, residence time in the drying zone is only seconds, so even after the droplet dries and its temperature begins to rise toward the outlet air temperature, there is very little time for thermal degradation. Second, it is the outlet temperature — typically far lower than the inlet — that the finished powder actually experiences, and that outlet value is what a good process engineer controls to protect the product. This is why milk retains its solubility, coffee keeps its aroma, enzymes keep their activity, and inhalable pharmaceutical powders keep their potency after spray drying.
Co-current vs mixed/counter-current airflow
The direction in which droplets and hot air travel through the chamber is one of the biggest levers on both gentleness and residual moisture.
| Airflow | How it works | Best for | Trade-off |
|---|---|---|---|
| Co-current | Air and droplets move in the same direction; the hottest air meets the wettest droplets, and the driest powder contacts the coolest air | Heat-sensitive food and pharma — milk, coffee, enzymes, APIs | Gentlest option; may leave slightly higher residual moisture |
| Counter-current | Air and droplets move in opposite directions; the driest powder meets the hottest air | Coarse, robust, thermally stable powders (some detergents, ceramics) | Lower residual moisture, but powder sees hotter air near discharge |
| Mixed flow | Combines both, often with a fountain-style nozzle in a compact tower | Coarse granules where footprint is limited | Intermediate heat exposure; more complex flow pattern |
For the overseas food and pharmaceutical engineers who make up most spray drying enquiries, co-current is the standard default because it maximises heat protection. Counter-current and mixed-flow are specified when the material is robust and the priority is squeezing out the last of the moisture.
What determines the final powder?
Spray drying is attractive precisely because the powder specification is tunable. Once you understand which knob controls which property, you can engineer toward a target rather than accept whatever comes out. The main relationships:
- Atomization (disc speed or nozzle pressure) → particle size. Higher rotary speed or higher nozzle pressure → smaller droplets → finer powder.
- Feed concentration (solids content) → particle size and bulk density. Higher solids generally give larger, denser particles and improve energy efficiency, but raise viscosity.
- Inlet/outlet temperature → residual moisture and product temperature. Outlet temperature is the primary control for final moisture; inlet temperature and airflow set the drying rate.
- Airflow pattern → heat exposure for sensitive products (see the table above).
- Feed viscosity and surfactants → droplet formation and particle morphology (hollow vs solid).
A useful mental model: atomization and feed set what the particle is, while temperature and airflow set how gently it gets there. Get both sides right and the same tower can make everything from an ultrafine inhalation powder to a coarse instant-beverage granule.
Where spray drying is used
Spray drying spans an unusually wide range of industries because almost any pumpable liquid can, in principle, be converted to powder. Common applications:
- Food: milk powder, instant coffee, flavours, plant proteins, coconut milk powder, egg powder
- Pharmaceutical: APIs, excipients, inhalable powders, encapsulated actives, amorphous dispersions
- Chemical: catalysts, ceramics, dyes, pigments, detergents
- New energy: lithium battery cathode and precursor materials, where spherical morphology and tight particle-size control are critical
If your specific material is not on this list, that is exactly what a pilot trial resolves — see the process-engineering section below. For a broader map of drying technologies beyond spray drying, the industrial drying equipment guide compares convection, conduction, and vacuum methods side by side.
Types of spray dryers (quick reference)
| タイプ | Atomizer | Best for | SINOTHERMO series |
|---|---|---|---|
| Centrifugal (rotary) | High-speed spinning disc | Fine, uniform powder; tolerant of feed variation | 遠心式スプレードライヤー (LPG) |
| Pressure nozzle | High-pressure nozzle | Coarser, free-flowing granules | 圧力スプレードライヤー (YPG) |
| Two-stage / extract | Nozzle + integrated fluid bed | Heat-sensitive extracts; higher throughput | 抽出スプレードライヤー (ZLPG) |
Where solvents must be recovered or the atmosphere kept inert, a 密閉循環式スプレードライヤー runs the drying gas in a sealed nitrogen loop. If your feed is a paste or filter cake rather than a pumpable liquid, spray drying is not the right tool — a スピンフラッシュドライヤー または 空気式ドライヤー handles those. And when spray drying leaves powder slightly above target moisture, a downstream fluid bed dryer is the standard second-stage polish.

Common mistakes to avoid
Even a well-built spray dryer will disappoint if the process is set up wrong. The recurring mistakes we see from engineers new to spray drying:
- Chasing a low outlet temperature blindly. Too low and the powder leaves the tower wet and cohesive, sticks to the walls, and cakes in storage. Outlet temperature must be matched to the material’s glass-transition and stickiness behaviour, not minimised for its own sake.
- Ignoring feed solids content. Running dilute feed wastes energy evaporating water that could have been removed cheaply upstream (e.g. by evaporation or membrane concentration), and it makes finer, less dense powder. Concentrate the feed as far as viscosity allows before spraying.
- Under-sizing the separation train. A cyclone alone often lets fines escape, cutting yield and creating an emissions problem. Fine or valuable powders usually need a bag filter after the cyclone.
- Overlooking wall build-up and stickiness. Amorphous sugars and some extracts turn sticky in a narrow temperature band. This is a formulation and process problem — carriers such as maltodextrin, air-broom or cooled-wall designs, and precise outlet control all help.
- Skipping the pilot trial. Specifying a full-scale tower from a datasheet alone is the most expensive mistake of all. Droplet drying behaviour, morphology, and stickiness are hard to predict from feed chemistry — they need to be measured.
From lab bench to production: the process-engineering step
The gap between “this liquid should spray dry” and “this tower reliably makes on-spec powder at tonnage” is closed by piloting. This is where SINOTHERMO works differently from a catalogue supplier. SINOTHERMO — Process Engineering Infrastructure. We solve the process problem, not just sell a machine.
Bring your material to our in-house PILOT LABORATORY and we trial it before you specify: we atomize your actual feed, sweep inlet and outlet temperatures, test co-current versus mixed flow, and measure the powder you would actually receive — particle size, bulk density, residual moisture, flowability, and yield. Backed by 20+ years of experience, our engineers translate those pilot results into a production tower whose parameters are known to work — not assumed. High customization means the atomizer, heating source, materials of construction (304 vs 316L), airflow configuration, and second-stage drying are all specified around your feed rather than a standard model.
結論
So, how does spray drying work? A liquid is atomized into millions of droplets, meets hot air in a chamber, evaporates to dry powder in seconds while evaporative cooling protects the solids, and is then separated and collected — four stages, tunable at every step to hit your target powder.
The physics is universal; the payoff is in getting your specific material’s parameters right. Not sure whether your liquid can be spray dried — or what powder you would get? Send us your feed and our pilot lab will tell you, with real numbers, before you commit to a machine.
✉️ mark.gu@sinothermo.com · 🌐 ホームページ
SINOTHERMO — Process Engineering Infrastructure.
よくあるご質問
How does spray drying work in simple terms?
A liquid is sprayed into fine droplets, those droplets meet hot air, the moisture evaporates within seconds, and the resulting dry powder is separated from the air and collected as finished product.
What are the four stages of spray drying?
Atomization, droplet–air contact, drying (evaporation), and separation/collection. Atomization sets the particle size, air contact drives rapid heat and moisture transfer, evaporation removes the water, and a cyclone or bag filter collects the powder.
Why doesn’t spray drying damage heat-sensitive products?
While a droplet still holds moisture, evaporation cools its surface, keeping the product far below the hot inlet air temperature. The finished powder only ever experiences the much lower outlet temperature, and the whole process takes only seconds — so proteins, vitamins, flavours, and pharmaceutical actives survive.
What is the difference between co-current and counter-current spray drying?
In co-current drying, air and droplets travel in the same direction, so the hottest air meets the wettest droplets — the gentlest option and the standard for heat-sensitive food and pharma. Counter-current drying reaches lower residual moisture but exposes the finished powder to hotter air.
What determines the final powder properties?
Mainly four variables: atomization (disc speed or nozzle pressure) sets particle size; feed solids content sets size and bulk density; inlet/outlet temperature sets residual moisture and product temperature; and airflow pattern sets heat exposure for sensitive products.
What products are made by spray drying?
Milk powder, instant coffee, flavours, plant proteins, pharmaceutical actives and inhalable powders, catalysts, ceramics, dyes, detergents, and lithium battery cathode and precursor materials.
How do I know if my liquid can be spray dried?
The reliable way is a pilot trial. SINOTHERMO’s in-house pilot laboratory atomizes your actual feed, tests temperatures and airflow, and measures the real powder output — particle size, moisture, density, and yield — before any full-scale machine is specified.